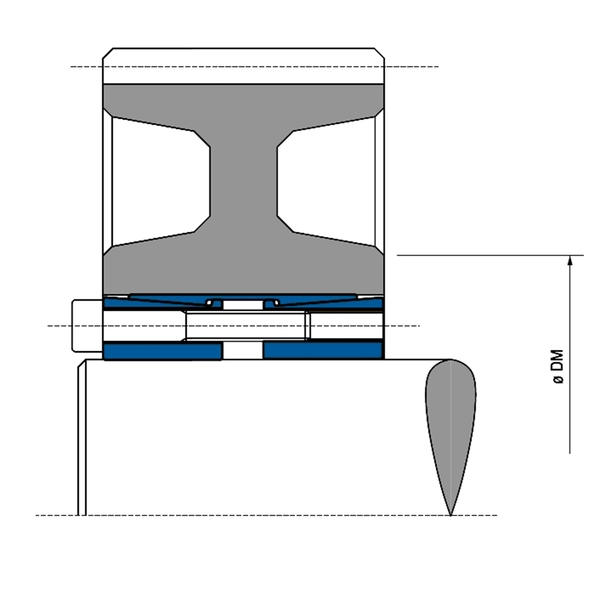
Clamping set, internal clamping set TLK450
Highlights
- Self-centring
- Axial movement of the hub during mounting
- For very high torques
- Standard versions for torque range from 950 Nm to 926,000 Nm
- Standard versions for shaft diameters from 25 mm to 400 mm
- Absorption of bending torques (please consult our technicians)
Mounting
Clean and lightly oil the contact surfaces of the shaft and hub. Insert clamping set into the seat of the hub and slide onto the shaft. Gradually and uniformly tighten clamping screws in steps crosswise up to 50% of the indicated tightening torque MS using a torque spanner. Subsequently, repeat the process with the full tightening torque. Beginning with the last screw tightened and moving in a clockwise direction, check that all clamping screws have been tensioned with the tightening torque MS. This process can be repeated a maximum of two times. The installation procedure is now complete. If it should be possible to loosen the clamping screws by hand, they can be pre-tensioned with 60% of the specified tightening torque. The specified values for MT and FA in the table have been calculated for mounting with oil.
Caution: Do not use oil containing molybdenum disulphide or extreme-pressure additives and do not use grease. The coefficient of friction would otherwise be considerably reduced.
Disassembly
Unscrew the clamping screws and insert into the pull-off thread of the front conical ring. Tighten screws in steps crosswise and uniformly with 50% of the tightening torque. Repeat the process with the full tightening torque. If the front conical ring becomes detached, tighten the screws further and repeat the process as described above in order to release the rear conical ring.
Tolerances, roughness depth
A good turning procedure is sufficient.
Maximum permissible tolerances:
- h8 for the shaft
- H8 for the hub
- Maximum permissible roughness depth: Rt max. 16 µm (Ra 3 µm - Rz 13 µm)