Spännsats, innerspännsats TLK451 och TLK451.0
Höjdpunkter
- Självcentrerande
- Axiell förskjutning av navet vid monteringen
- För mycket höga vridmoment
- I standardvridmomentområdet från 4 180 till 1 230 000 Nm
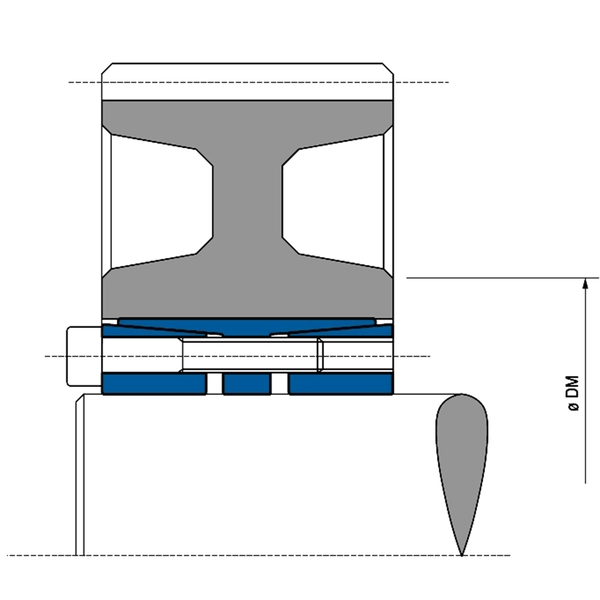
- Som standard för axeldiametrar från 70 mm till 600 mm
- Upptagning av böjmoment (samråd med våra tekniker)
Montering
Rengör axelns och navets kontaktytor och olja in dem lätt. Foga in spännsatsen i navets säte och för på den på axeln. Dra åt spännskruvarna korsvis och jämnt i flera steg till 50 % av det angivna åtdragningsmomentet MS med hjälp av en vridmomentnyckel. Upprepa sedan förloppet med fullt åtdragningsmoment. Kontrollera medurs att alla spännskruvar är spända med åtdragningsmomentet MS med början med den sista åtdragna skruven. Detta förlopp får maximalt upprepas två gånger. Monteringen är därmed slutförd. Om spännskruvarna kan lossas för hand kan dessa förspännas med 60 % av det angivna åtdragningsmomentet. De värden för MT och FA som anges i tabellen är beräknade med olja för monteringen.
Observera: Använd inte olja med molybdendisulfid eller högtryckstillsatser och inte något fett. Detta skulle reducera friktionskoefficienten avsevärt.
Demontering
Skruva ut spännskruvarna och infoga den främre konringens bräckgänga. Dra åt skruvarna stegvis och jämnt korsvis med 50 % av åtdragningsmomentet. Upprepa förloppet med fullt åtdragningsmoment. Om den främre konringen har lossats ska skruvarna dras åt ytterligare och förloppet enligt beskrivningen ovan upprepas för att lossa den bakre konringen. Observera: Om spännsatsen TLK 451/TLK 451.0 ska monteras igen efter demonteringen är det nödvändigt att säkerställa att den främre konringens bräckgänga och mellanflänsen är i sitt ursprungliga läge.
Toleranser, rådjup
En ordentlig vridning räcker.
Högsta tillåtna toleranser:
- h8 för axeln
- h8 för navet
- Högsta tillåtna rådjup: Rt max. 16 µm (Ra 3 µm - Rz 13 µm)